Используемые материалы и механическая обработка деталей
Материалы и механическая обработка деталей
При производстве линейных электроприводов мы используем только самые качественные материалы и высокоточное автоматизированное оборудование. Система контроля качества соответствует ISO 9002. Мы ведем контроль качества в течение всего производственного цикла и проводим испытание каждого изделия.
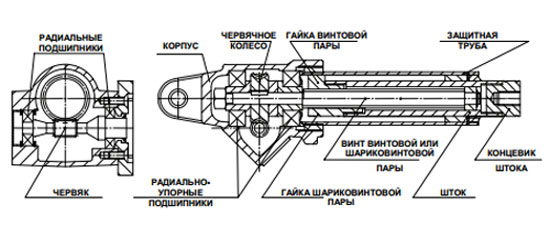
| Механизм привода: -Червячная пара разработана специально для передачи больших нагрузок, согласно Британскому Стандарту BS 721. Передача идет через эвольвентный профиль зубьев с малым угловым зазором. Червячное колесо изготовлено из бронзы G CuSn12. Червь изготовлен из стали 20MnCr5, подверженной цементации. -Шкивы -Зубчатые шкивы UNI 8530 изготовлены из алюминия, для низкой инерции, или из стали. По запросу, шкивы UNI 8529, серии HTD. Корпус: Корпус механизма изготовлен цельным, что позволяет достичь: - высокого качества и точности механической работы; - крепкой и компактной формы, способной выдержать тяжелые нагрузки; При изготовлении корпусов используются высококачественные материалы; • Крепкий алюминиевый сплавG AlSi9 UNI 3051 • Сплав железа со сфероидальным графитомGS 500 UNI 4574 Бронзовая гайка с профилем UNI ISO 2901-2904 • гайка с однозаходной резьбой: бронзаG CuAl9 • гайка с двухзаходной резьбой: бронзаG CuSn12 • максимально допустимый осевой люфт в новой гайке(0.10 ÷0.12) мм Гайка шарико-винтовой пары • Выполнена по проекту компании • Размеры гарантируют способность выдерживать нужные нагрузки, в том числе и очень высокие • Материал: цементированная сталь18NiCrMo5 • Рабочие поверхности гайки шлифуются • Макс. допустимый люфт(0.07 ÷0.08) мм Шток • Хромированная стальная труба - Материал St 52 DIN 2391 - Мин. толщина хрома на поверхности стали 0.05 мм - Допуск на наружном диаметреISO f7 По запросу возможно изготовление штока из нержавеющей стали AISI 304. |
Трапецеидальная резьба на винте по UNI ISO 2901-2904 • Обработка: накатка или гранение • Материал: сталь C 43 • Выправленный, что обеспечивает плавность и ровность при работе • Макс. погрешность ±0.05 мм на300 мм длины Винт шариковинтовой передачи • Обработка: накатка или закалка Материал: 42CrMo4 Макс. погрешность ±0.05 мм на300 мм длины • Обработка: закалка и шлифовка Материал: 42CrMo4 Макс. погрешность ±0.025 мм на300 мм длины Алюминиевая или стальная защитная труба • Толстая холоднотянутая алюминиевая труба - Материал: сплав6060 UNI 90006/1 - Обработка: анодизирование 20 μm - Допуск на внутренний диаметрISO H9 • Холоднотянутая стальная труба - Материал: St 52.2 DIN 2391 - Обработка: гальванизация - Допуск на внутренний диаметр ISO H10 ÷H11 Подшипник • Радиальные шариковые подшипники качения на оси двигателя • Радиальноупорные подшипники качения на оси винтовой пары способны выдержать высокие осевые нагрузки. Концевики штока • Нержавеющая сталь AISI 303 Электрические устройства ограничения хода штока и задняя скобка • Материал: алюминиевый сплав(ATL-BSA 10, 20, 25, 30, 40 и серииUAL-UBA), чугун со сфероидальным графитом(ATL-BSA 50, 63, 80) • Контакты из нержавеющей стали AISI 303 • Регулируемые щетки из латуни |
Просмотров: 3564 | Дата публикации: Понедельник, 13 мая 2013 05:56 |