Автоматизация электроприводов и производственного оборудования
Мировой опыт создания нового и модернизации технологического оборудования показывает устойчивую тенденцию развития автоматизированного оборудования, регулируемых приводов, компьютерных систем автоматизации, широкое распространение программируемых контроллеров. Это объясняется стремлением к максимальной производительности и одновременному удешевлению производства, что всегда актуально.
Все ведущие электротехнические корпорации выпускают регулируемые приводы комплектно с гибко программируемыми компьютерными средствами автоматизации предназначеннымидля широкого использования.
Главная функция электрического привода - создавать движение станков, оборудования, а также управлять этим движением - вращательным или поступательным.
Автоматизацию подразделляют на три уровня: частичную, комплексную, полную.
Частичная автоматизация ограничивается автоматизацией отдельных операций технологического процесса, например, с использованием станков с автоматическим управлением,
в том числе и станков с ЧПУ.
Комплексная автоматизация - это автоматизация производственых процессов изготовления деталей и сборки с использованием автоматических систем машин:
автоматических линий, гибких производственных систем,
Если для возобновления рабочего цикла требуется вмешательство оператора, то такое устройство называют полуавтоматом.
Полная автоматизация, когда присутствие человека долгое время не требуется. Чем больше это время, тем выше степень автоматизации.
Самая высокая степень - роботизация - применение промышленных роботов, функционирование без участия человека.
 Автоматизировано может быть не только производство, но и планирование, регулирование, проектирование и другие этапы.
Автоматизировано может быть не только производство, но и планирование, регулирование, проектирование и другие этапы.
Автоматизированное оборудование, в сравнении с ручным трудом человека, в промышленных масштабах имеет колоссальные преимущества: позволяет экономить материалы, энергию, кроме того повышается безопасность производства и, конечно, увеличивается качество продукции. Но вместе с тем оно нуждается в высококвалифицированном персонале.
Базовая задача регулируемого электропривода - обычно сводится к регулированию скорости вращения двигателя и корректировке параметров тока, поступающего от сети. К общим задачам этого процесса относится - точное соблюдение технологического режима, энергосбережение безопасность работы.
Производитеся регулирование таких переменных, как скорость, ускорение и положение исполнительного органа рабочей машины, положение ротора, регулирование момента на валу двигателя, регулирование мощности, регулирование магнитного потока и т. п. Для роботов - манипуляторов характерно движение рабочего органа одновременно в нескольких координатах, что тоже программируется.
Автоматизированная (автоматическая) система управления технологическими процессами (АСУ ТП ) — это совокупность технических средств и методов сбора, обработки, анализа и выдачи информации и воздействия на ТП, которые во взаимодействии с человеком и (или) между собой обеспечивают запланированное протекание технологического процесса.
В настоящее время, когда в производстве используется все больше средств автоматизации и появляются не только полностью автоматизированные цеха, но и предприятия, вопросы "сотрудничества" человека и машины приобретают первостепенное значение.
 Современные промышленные объекты представляют собой совокупность взаимосвязанных многорежимных управляемых подсистем, объединенных общей системой управления с центральной ЭВМ. Производственные процессы осуществляются на автоматических линиях гибкими производственными модулями на базе минимизированных вариантов ЭВМ — микропроцессоров и микро-ЭВМ. Гибкими их называют потому, что они способны быстро перестраиваться с производства одних изделий на производство других, что позволяет постоянно модифицировать производство, расширять ассортимент и повышать качество продукции. Вспомогательные операции и часть основных операций выполняются промышленными роботами. Все это оборудование совместно с автоматическими системами транспортирования, проектирования и подготовки производства образует гибкое автоматизированное производство.
Современные промышленные объекты представляют собой совокупность взаимосвязанных многорежимных управляемых подсистем, объединенных общей системой управления с центральной ЭВМ. Производственные процессы осуществляются на автоматических линиях гибкими производственными модулями на базе минимизированных вариантов ЭВМ — микропроцессоров и микро-ЭВМ. Гибкими их называют потому, что они способны быстро перестраиваться с производства одних изделий на производство других, что позволяет постоянно модифицировать производство, расширять ассортимент и повышать качество продукции. Вспомогательные операции и часть основных операций выполняются промышленными роботами. Все это оборудование совместно с автоматическими системами транспортирования, проектирования и подготовки производства образует гибкое автоматизированное производство.
К элементам автоматизации производства относят:
- Станки с ЧПУ;
- Промышленные роботы;
- Роботизированные технологические комплексы;
- Комплексные шкафы управления;
- Гибкие производственные системы;
- Автоматизированные складские системы;
- Системы контроля качества на базе ЭВМ;
- Система автоматического проектирования (англ. Computer-aided Design, CAD) используется проектировщиками при разработке новых изделий и технико-экономической документации.
Система автоматизированного проектирования реализует информационную технологию выполнения функций проектирования, представляет собой организационно-техническую систему, предназначенную для автоматизации процесса проектирования, состоящую из персонала и комплекса технических, программных и других средств автоматизации его деятельности. Также для обозначения подобных систем широко используется аббревиатура САПР. Первая советская/российская система автоматизированного проектирования была разработана в конце 80-х годов XX века рабочей группой Челябинского политехнического института, под руководством профессора Кошина.
- Планирование и увязка отдельных элементов плана с использованием ЭВМ - Computer-Aided Process Planning (CAPP), автоматизированная технологическая подготовка производства — это программные продукты, помогающие автоматизировать процесс подготовки производства, а именно планирование (проектирование) технологических процессов.
Автоматизация какого-либо технологического процесса (АСУ ТП) слагается из следующих элементов: автоматизация контроля, регулирования и защиты.
Автоматизация контроля - обеспечивает систематическое наблюдение за ходом процесса при помощи указывающих самопишуших регистрирующих приборов.
Автоматизация управления процессом заключается в автоматическом пуске, останове, изменении скорости и реверсировании механизмов с требуемой последовательностью. Автоматизация управления часто сопровождается блокировкой, которая на допускает неправильных операций.
Автоматизация регулирования осуществляет рациональное протекание процесса в функции технологических параметров с заданной точностью, недостижимой при регулировании вручную. Таково, например, автоматическое регулирование температуры пресс-форм в трикотажном или меховом производстве.
Классификация электроприводов
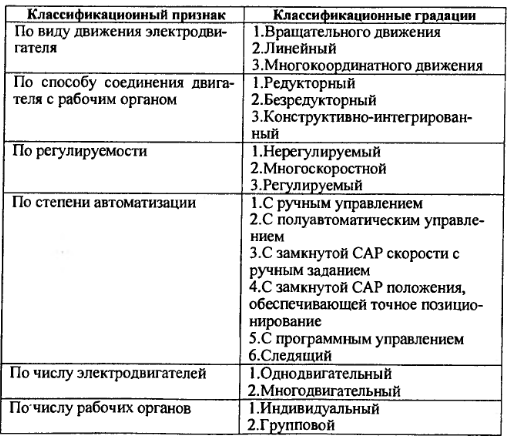
Основные группы оборудования, в которых используются автоматизированные электрические приводы:
1) для физической и химической переработки веществ и содержащие энергоемкие однодвигательные электроприводы
с продолжительным режимом работы (насосы, мельницы, дефибреры, смесители, центрифуги);
2) металло-, дерево- и камнеобрабатывающие станки;
3) прокатное, кузнечное, прессовое и штамповочное металлургическое оборудование;
4) резательное (гильотинные, барабанные летучие ножницы, дисковые и ленточные пилы, резательные станки);
5) горнодобывающие (роторные и ковшовые экскаваторы, угледобывающие машины, буровое оборудование и др.);
6) предназначенное для транспортирования и обработки гибких материалов;
7) промышленные роботы и манипуляторы;
8) транспортное и подъемно-транспортное оборудование (краны, транспортеры, конвейры, лифты);
9) контрольно-испутытальное (измерительные машины, испытательные стенды и т.п. );
10) мониторинговое (телевизионые системы наблюдения за техпроцессом, телескопы, радиотелескопы, оптические
системы космического наблюдения и прочие)
В каждой группе выделяются типовые функциональные модули-агрегаты, для которых формируется библиотека
программных моделей и программных блоков, реализующих алгоритмы управления. Наиболее востребована автоматизация в машиностроении в военно-промышленном комплексе.
Классификация по степени автоматизации
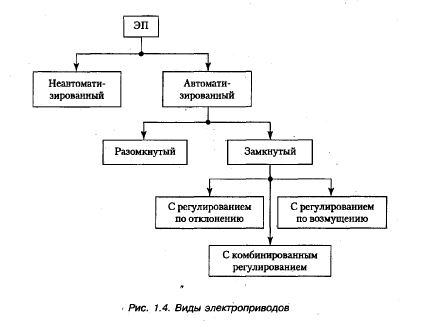
В разомкнутом электроприводе - все внешние возмущения выходят на выходную координату. Другими словами, разомкнутый привод не может избежать влияния внешних возмущений: все изменения которых отражаются на его работе. По этой причине он не обеспечивает высокого качества регулирования координат, хотя и отличается в то же время простой схемой. Их обычно используют для торможения, пуска и реверса двигателя.
Замкнутый электропривод, как и любая система автоматического регулирования, может быть реализован по принципу отклонения с использованием обратных связей или по принципу компенсации внешнего возмущения. Отличительным признаком замкнутых систем является полное или частичное устранение влияния внешнего возмущения на регулируемую координату привода. Поэтому этот вид привода обеспечивает более качественное управление движением исполнительного органа рабочей машины, также его схемы являются более сложными.
Все виды применяемых в замкнутом электропривода обратных связей делятся на положительные / отрицательные, линейные / нелинейный, жесткие /гибкие.
У положительной сигнал складывается с задающим сигналом, а у отрицательной обратной связи сигнал направлен встречно.
Жесткая характеризуется тем, что она действует и в установившемся и в переходном режиме.
Гибкая - только в переходных режимах и служит для обеспечения требуемого их качества.
В линейной - пропорционально зависит регулируемая координата и сигнал обратной связи, в то время как в нелинейной связи такая зависимость не прослеживается.
В зависимости от вида регулируемой координаты в электроприводе используются все названные выше связь по скорости, положению, току, напряжению, магнитному потоку и др.
Автоматизиция производства включает автоматизацию информационных и предметных потоков.
Автоматизация предметных потоков - осуществляется с применением автоматических транспортных систем, автоматических складов и накопителей, устройств.
Уровни автоматизации
Различают нижний - полевой - уровень мониторинга производственных процессов.
К нему относятся исполнительные механизмы и датчики, автоматические анализаторы и сама полевая сеть,
соединяющая контроллер с полевыми приборами (если в них встроен микропроцессор) или контроллер с выносными
блоками ввода- вывода.
Срединный уровень - автоматического контроля, сюда относятся микропроцессорные средства автоматизации: контроллер и сетевые комплексы контроллеров, промышленная сеть, сетевой комплекс контоллеров, распределенная система управления или программно-технологический комплекс - сетевой комплекс контроллеров с рабочими станциями.
Верхний уровень - информационный уровень управления - уровень автоматизированного наблюдения за ходом
технологического процесса и управляющих воздействий.
На верхнем - информационном уровне управления производственным объектом - уровне автоматизированного наблюдения за ходом технологического процесса и управляющих воздействий
работает оператор и находятся следующие средства:
рабочая станция оператора - практически это тот или иной персональный компьютер в обычном или
промышленном исполнении с одним или несколькими мониторами, с клавиатурой и/ или мышью,
реализующими связь оператора с контроллерами.
информационная сеть - сеть соединяющая рабочие станции между собой и сервером, имеющаяч выход на
корпоративную сеть предприятия.
сервер - содержит текущую или историческую базы данных компьютера. При клиент-серверной структуре ПТК
через него реализуется связь контроллеров с рабочими станциями операторов.
программное обеспечение систем:
1) основные компоненты программного обеспечения системы - операционные системы рабочих станций и
операционные системы контроллеров
2) SCADA - программа - находящаяся в рабочей станции программа человеко-машинного интерфейса,
связывающая рабочую станцию оператора с контроллерами.
Она обеспечивает оператора всей текущей информацией о состоянии системы и преобразовывает команды
оператора в управляющие сигналы, направленные к конкретным средствам.
3) технологические языки контроля и управления - для программирования контроллеров.
4) библиотке типовых модулей - совокупность отдельных программных модулей, обычно занесенных в постоянную память контроллеров, из которых и создаются типовые функции контроля.
5) автоматизированная система управления тех. процессом - АСУ ТП. Это современная система контроля и управления производственным объектом, состоящая из перечисленных технических и программных средств нижнего среднего и верхнего уровней управления и взаимодейсвующих с ними операторов.и т.п.
Просмотров: 13858 | Дата публикации: Понедельник, 20 июня 2016 07:44 |